视频不仅展示了上海嵌体喷砂处理方法视频讲解行业十五年产品的外观和功能,更通过用户的使用案例和反馈,展现了产品的实用性和可靠性,增强了观众对产品的信任感。
以下是:湛江上海嵌体喷砂处理方法视频讲解行业十五年的图文介绍

以匠心理念做好每一个湛江玻璃喷砂加工
湛江玻璃喷砂加工的详细介绍
专业设计优质高效



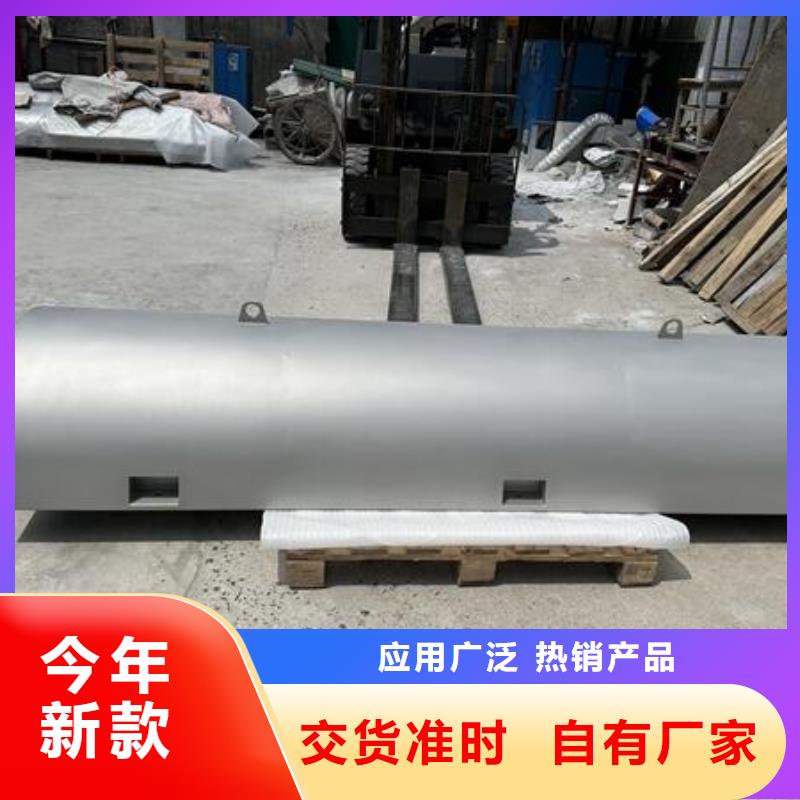
上海喷砂加工之碳钢喷砂加工Sa2.5级是什么的标准?
近一直在做碳钢件喷砂加工的活,记得当时在商谈的时候和对方谈好是必须要达到Sa2.5级的要求,我也承诺完全可以达到并签好合同,但是就在喷砂加工好所有的产品后,对方说我们Sa2.5级喷砂加工比他们以前的供货商喷的要好得多,表面完没有氧化皮、湛江附近铁锈、湛江附近大点状等.
当时就在想Sa2.5是 标准GB8923-88中可查的硬性指标呀,怎么会出现不一样呢?所以今天小吴就通俗的讲讲这喷砂加工Sa2.5级吧!
当喷砂加工要求达到Sa2.5级时钢材表面经过非常彻底的喷砂处理,同时在不用放大镜观看时表面应该是无可见的油脂和污垢,并且没有氧化皮,铁锈、湛江附近油漆涂层和其他的可见异物.不允许有残留痕,只可能有点状或条纹状的轻微色斑,因此,喷砂Sa2.5级珠面是不能容许有任何锈蚀残留物





 扫一扫
扫一扫








